







厚吸塑模具是怎么做的 吸塑加工要想定向成形,就必须借助模具--吸塑模具,吸塑模具就是指在吸塑生产时所用的模具,成本低的是石膏模,其次是电镀铜模,贵的是铝模。 一般情况,我们会在模具内钻上小孔,用于真空吸附热化的硬胶片,形成吸塑产品。吸塑制作工艺技术应用的是空气压力的原理,利用吸塑机设备进行生产各种产品包装,地板砖模具和工艺模具的实用型生产技术,该技术用途十分广泛,生产快捷,投资小,,效益高。 1、设备与工具 准备设备:真空吸塑机一台套; 工具:模具; 材料:聚或聚乙烯塑料片卷材(规格根据生产品种选择不同厚度片材)。 2、生产工艺 (1)模具制作及加工 客户下单后,根据用户的要求和样品规格,首先制作好吸塑模具,一般条件下,都是利用石膏制作的吸塑模具,但也有用木雕及金属雕刻的产品作模具。 石膏模具制作好后,先让其自然干燥完全或是烘干,然后根据产品表面凸凹具体情况,用1-2毫米的钻花在不影响产品包装模样的低凹处钻许多小孔,如果是包装盒之类产品,还得在四周边上钻一些小孔,以便吸塑生产时,能将空气抽出。 模具钻好孔后,还得将石膏模具进行加硬处理,加硬处理方法是用浓明矾饱和液浸泡后晾干。 (2)材料的软化 模具处理干燥完全后,将模具装入真空室上层铁板上,然后根据模具大小,将塑料片载成适用规格尺寸,然后将此片材放入加热木柜内,使其完全固定好,再将木柜连同塑料片材置恒温炉上进行软化处理。 (3)吸塑成形 将软化处理好的塑料片连同木柜,置于真空室中,开动吸气开关,将真空室内空气吸抽干净,待塑料片冷却后,即得到与模具相同的凹型包装或工艺模具。 (4)包装整理 将生产出来的产品进行修边整理即为成品产品,再经包装后即可出售。







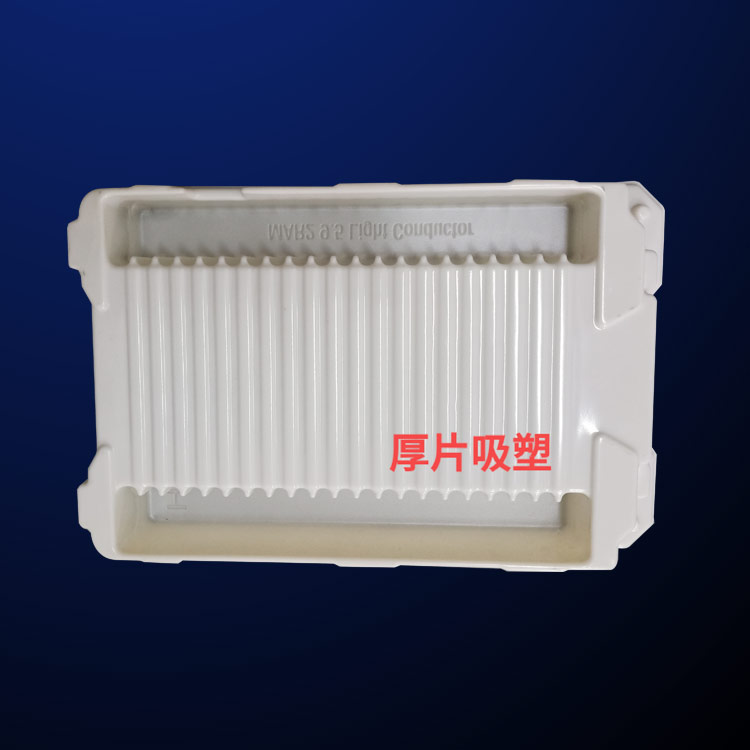
厚片吸塑的工艺流程 厚板吸塑也叫厚片吸塑,就是所谓的吸塑厚度超过2mm的板材,该工艺无法在全自动机器上吸塑成型,必须采用厚板材的半自动吸塑成型机加工生产的技术。 厚片吸塑生产的大致流程如下: 一般,我们的厚片吸塑的生产工艺是从模具的制作和加工开始的。 首先,根据客户的要求和样品规格制作好吸塑模具。一般的条件下,我们会选用石膏模打样,待客户确定样品和工艺后,后面我们可以选用木模、铜模或铝模作模具。 以石膏模具为例,将大型吸塑过程中要用到的石膏模具制作好后,先让其自然干燥完全或是烘干,然后根据产品表面凸凹具体情况,用1-2毫米的钻花在不影响产品包装模样的低凹处钻许多小孔。 如果是包装盒之类产品还需要在四周边上钻一些小孔,以便吸塑生产时,能将空气抽出,模具钻好孔后,还得将石膏模具进行加硬处理,加硬处理方法是用浓明矾饱和液浸泡后晾干。 等到大型吸塑模具处理干燥完全后,将模具装入真空室上层铁板上;然后根据模具大小,将塑料片载成适用规格尺寸;将此片材放入加热木柜内,使其完全固定好,再将木柜连同塑料片材置恒温炉上进行软化处理。 大型吸塑的时候,需要将软化处理好的塑料片连同木柜一同置于真空室中,开动吸气开关使得真空室内空气被吸抽干净;待塑料片冷却后,就可以得到与模具相同的凹型包装或工艺模具。

如何防止厚片吸塑加工中的变形问题 在厚片吸塑加工过程中,产品脱模时,如果没有做好前期各项准备工作,容易导致产品变形,那么如何避免此类问题的发生? 首先,做好脱模前的各项准备工作 1、检查、调节好冷却水的温度,并将喷头的水量调节到符合规定的范围。 2、调整号每个位置的风向,以便于找到的压力进行厚片吸塑的生产。 其次,注意脱模过程中控制 在脱模的时候,是使用震动上模的压力迫使顺利脱模;如果能适当加大底部风量的话,对保证吸塑产品的品质也是有帮助的。 从以上两个方面,基本就能防止厚片吸塑加工中的变形问题,如果这些还无法解决问题的话,就只能重新制作上模,才能克服变形的问题。

您好,欢迎莅临乐鱼体育包装,欢迎咨询...





